

为了提前报验集装箱船精拉线项目,缩短船台建造周期,进而提前船舶下水时间,提高生产效率,近日,针对N739、N740、N741项目舵杆围井在船台阶段安装的工作,广东中远海运重工船台工区加大力度进行工艺改进攻关,收集轴舵系精度基础数据,积累每个环节对舵杆围井的精度影响,制定详细的舵杆围井总组精度反变形量控制方案。通过努力,四号船N803船舵杆围井安装成功提前到总组阶段实施,有效控制反变形量,为精拉线工程提前报验创造条件。
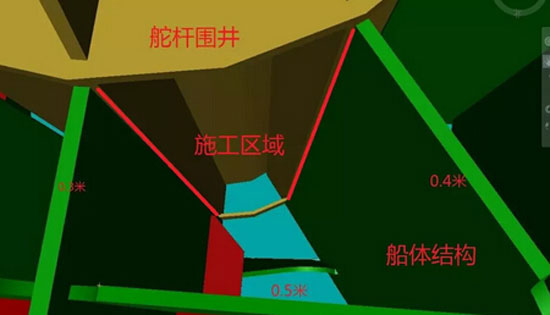
首要难题是舵杆围井施工难度大,空间狭小(0.3*0.4*0.5高2米),施工环境困难,加之施工质量、精度要求高,舵孔上下孔中心偏差必须控制在3mm以内。公司对施工人员进行详细的交底,加强工艺培训,最终在舵杆围井的装配和焊接阶段均取得零变形的成果,舵杆围井焊接后数据与舵杆围井定位数据一致。通过各工种、工序、阶段的努力和贯通,舵杆围井总段在船台搭载后没有二次返工的情况下,一次性通过船东船检的精拉线报验。
本次舵杆围井的工序前移提前了精拉线时间,缩短大约1周时间的船台周期。这在N804船也成功实施舵杆围井工序前移。1750TEU集装箱船后续系列船将以“学川崎”为指导思想,继续巩固改进工序前移的劳动成果,夯实基础工艺,优化工艺流程,再创佳绩。






