

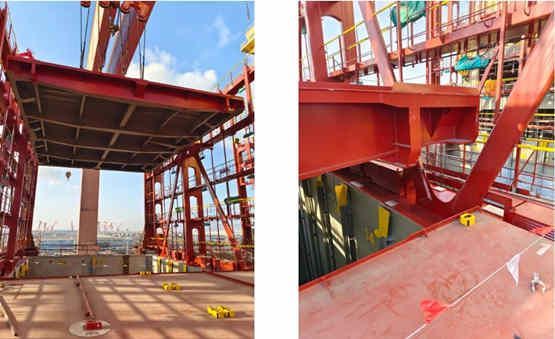
日前,在江南造船为地中海航运建造的24000箱集装箱船H2732船上,新吊装的5个舱上初步实现了舱盖一次上船,打通了“舱口盖一次吊装”最后一公里。
以前
超大型集装箱船舱口盖附件包括多个装置,长期以来,其安装是需三次吊装:
第一次吊装,船坞和码头阶段施工,确定舱盖附件位置及水平度,吊下舱盖,装配;
第二次吊装,确定装配准确性,吊下舱盖,焊接;
第三次吊装,报验舱盖附件。
这种方法效率低、浪费大量工时和吊车资源,且精度难以控制,严重影响船舶建造周期。
在此情况下,为了满足公司高质量发展要求,箱船建造团队决定进行流程优化,精度管理部牵头,开始了“舱口盖一次吊装”的研究与应用。
现在
2019年,精度管理部首次通过OTS模拟匹配方法来推进“舱口盖一次吊装”,达到了舱口盖一次吊装定位的目的。经过21000TEU、15000TEU两个系列船的推进,实现了舱口盖模拟匹配工程化应用。
为进一步缩短船坞周期,精度管理部继续推进附件前移工作,MSC系列24000TEU定位销、横向限位全部实现了总段阶段安装。
由于舱口盖导滑块设计公差的高要求是实现舱口盖一次吊装的最后一步阻碍,精度管理部在长荣24000TEU上进行了试验。
如何打通了“舱口盖一次吊装”存在的所有障碍?
对试验数据进行系统性分析,制定了详细的测量方案,使用最高精度全站仪进行测量;
制定了舱口盖导滑块上船前实施管理流程,明确过程管理保证措施;
从管理流程到技术实施,全面降低测量、匹配误差,进而保证导滑块的准确安装。
从而真正实现舱口盖一次安装上船,减少了大箱船出坞后因安装导滑块而造成的舱口盖吊装作业,为缩短箱船码头周期奠定了良好的基础。
“舱口盖一次吊装”的实施将舱口盖安装从原来的13天降低到8天,既节约了周期,也节约了大量资源。后续,精度管理部将继续开展新的工艺工法研究,努力提升工作效率。






