通过认证
通过认证 


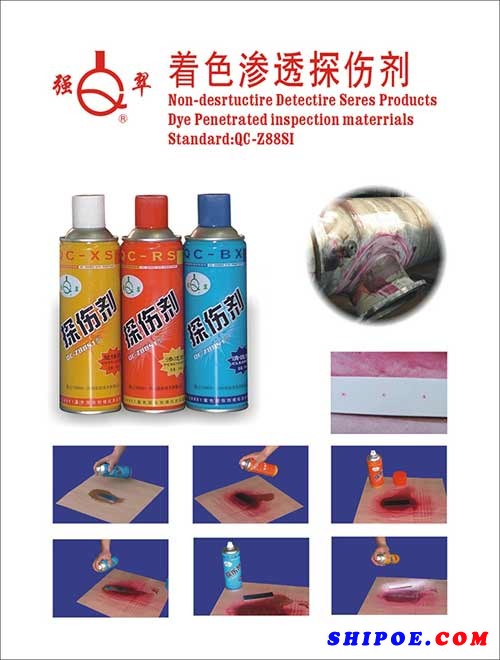
上海强翠实业研发生产的着色渗透探伤剂
着色渗透探伤剂操作的六个基本步骤
渗透检验的六个基本步骤是:预清洗,渗透,去除表面多余的渗透剂,干燥,显像和检验。
一、表面准备和预清洗。表面准备是指零件在渗透检验前的表面清理,包括清理铁屑,铁锈,毛刺,氧化皮,积炭层,熔渣大牛股表面污染。预清洗是渗透检验的第一道工序,用来去除零件表面的油污之类的表面污染。渗透检验前必须清楚所有的表面污染物,因为这些表面的存在会有如下影响:1.阻止渗透剂渗进缺陷中去,甚至堵塞住缺陷。2.渗透剂渗进却先后与缺陷中的油污混合,使显示的荧光亮度或颜色强度降低。3.渗透剂容易保留在零件上有油污的地方,可能将这些部位的缺陷显示掩盖掉。4.渗透剂易保留在零件上的毛刺,氧化皮等部位,而产生虚假显示。5.零件表面的油污带进渗透剂槽中,会污染渗透剂,降低渗透的发光强度或颜色强度,降低渗透剂的渗透能力及使用寿命。
二、渗透。渗透是以渗透剂覆盖零件。覆盖的方法可用喷涂,刷涂,流涂,静电喷涂或浸涂等。应根据零件的大小,形状,数量和检验部位来选择合适的方法。一般地说,小零件多采用浸涂法。大零件采用喷涂法,流涂法。焊缝采用刷涂法,局部检验采用刷涂法货喷灌,全面检验采用浸,喷法。无论采用哪种方法,都要保证被检部位完全被渗透剂覆盖,并在整个渗透时间内保持湿润状态。由于渗透剂只要不干在零件表面上,就一直有渗透作用,因此,不论采用哪种方法都能达到渗透的目的。在实际应用中,总是希望尽量采用浸涂的方法,因浸涂能确保零件表面完全被渗透剂覆盖上。
三、去除表面多余的渗透剂。本步骤要求从零件表面上去除所有的渗透剂,又不能将已渗入缺陷中的渗透剂清洗出来,从而保证在的都合格的背景前提下取得最高的检验灵敏度。水洗型渗透剂直接用水去除,后乳化型渗透剂在乳化后,用水去除,溶剂去除型渗透剂用溶剂擦除。
四、干燥。溶剂去除法不必进行专门的干燥处理。用水清洗的零件,采用干粉显像或非水湿显像时,零件在显像前必须进行干燥处理,若采用含水湿显像,水洗后直接显像,然后再进行干燥处理。
五、显像。显像的过程是从缺陷中吸出渗透剂的过程。干粉显像法大量应用于荧光渗透建安。零件干燥后,立即进行显像,热的零件能得到更好的显像效果。干粉显像可将女鬼剑埋入显像粉中进行,也可用喷枪或静电喷粉显像,但最好采用喷粉柜进行喷粉显像。喷粉显像时将零件放入粉末柜中,用经过过滤的干净干燥的压缩空气或风扇,将显像粉吹扬起来,使呈粉雾状,将零件包围住,在零件上均匀地覆盖一层显像粉。这种方法能使形状复杂的零件一次完全覆盖上显像粉,一次喷粉可显像一批零件。经干粉显像的零件,检验后,显像粉的去除很容易。
六、检验。着色检验在白光下进行,白光强度要足够,为确保检查细微的缺陷,被检零件上耳朵照度应至少达到1000勒克斯。
理想的着色渗透探伤剂
理想的着色渗透探伤剂应具备以下性能:
1.能容易地渗入零件表面细微的缺陷中;
2.能停留在表面开口的缺陷中,即使是浅而宽的开口缺陷,渗透剂也不容易从缺陷中清洗出来;
3.不容易挥发,不会很快地干在零件表面上;
4.容易从被涂覆过的零件表面上清除掉;
5.易于从缺陷中吸附到零件表面上来,即使缺陷很细微,也要易于吸附到零件表面上来;
6.扩展成薄膜时,仍有足够的荧光亮度或颜色强度;
7.当暴露在热,光及紫外线时,化学和物理性能稳定,有持久的荧光亮度或颜色强度;
8.不受酸或碱的影响
9.在存和使用过程中,各种性能稳定,不分解,不混浊,不沉淀;
10.对被检材料和存放容器无腐蚀;
11.无不良气体;
12.闪点高,不易着火
13.无毒,对人体无害,不污染环境
14.价格便宜。
推荐阅读: 上海强翠实业研发生产的反差显像剂